

可食膜流延机工艺过程机器参数概述
来源:本站原创
作者:master
发布时间:2016-10-28 08:33:08
点击数:
流延膜在制备可食膜的生产工艺方法与其他塑料薄膜相同,其中包括缝隙挤出法、滑移法、逆转辊法等。这些方法的基本原理均是利用薄膜原料的表面张力及在运动条件下缝隙中的定量拖动,定量挤压流动和凹痕定量等原理的组合。
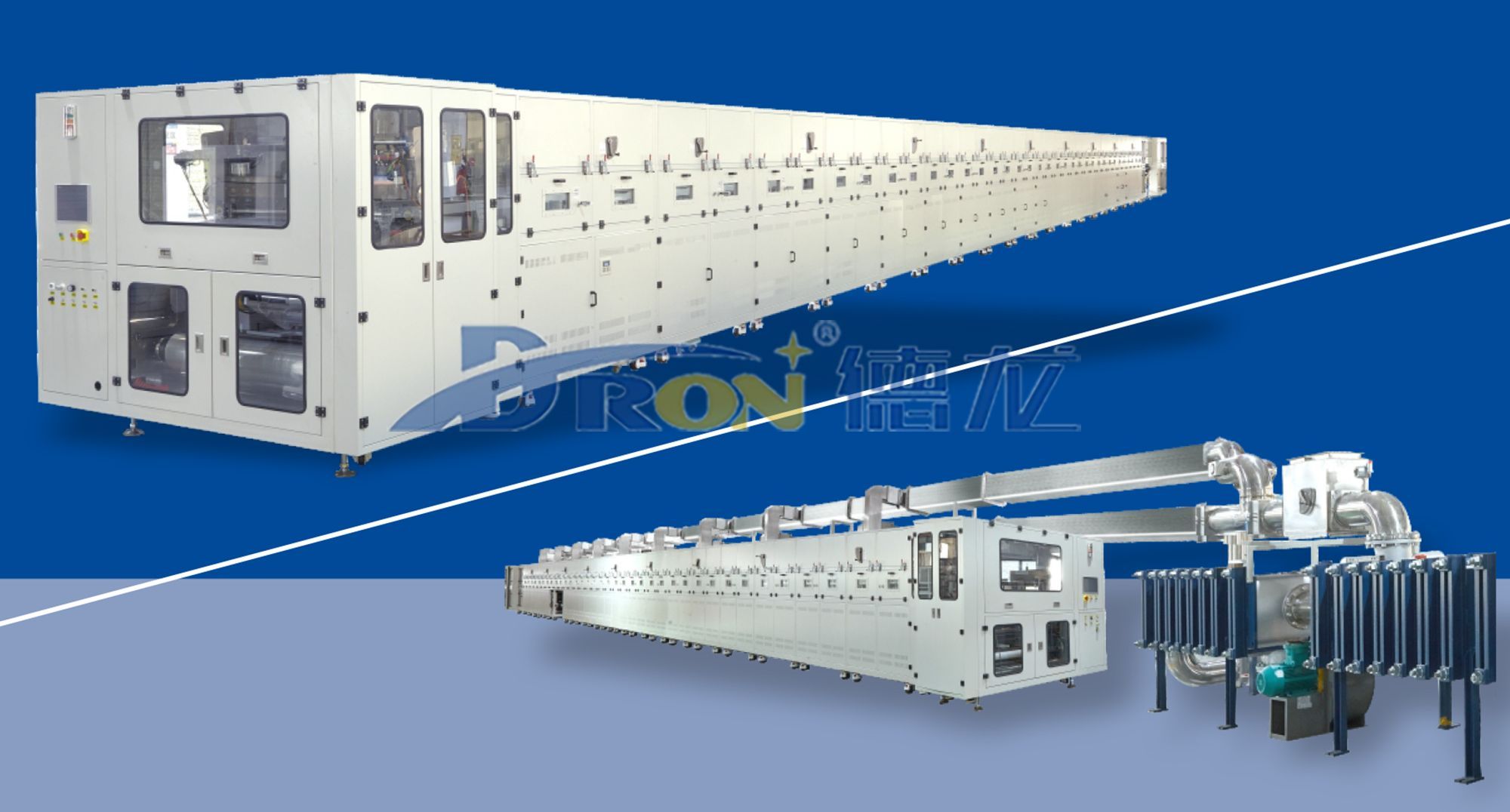
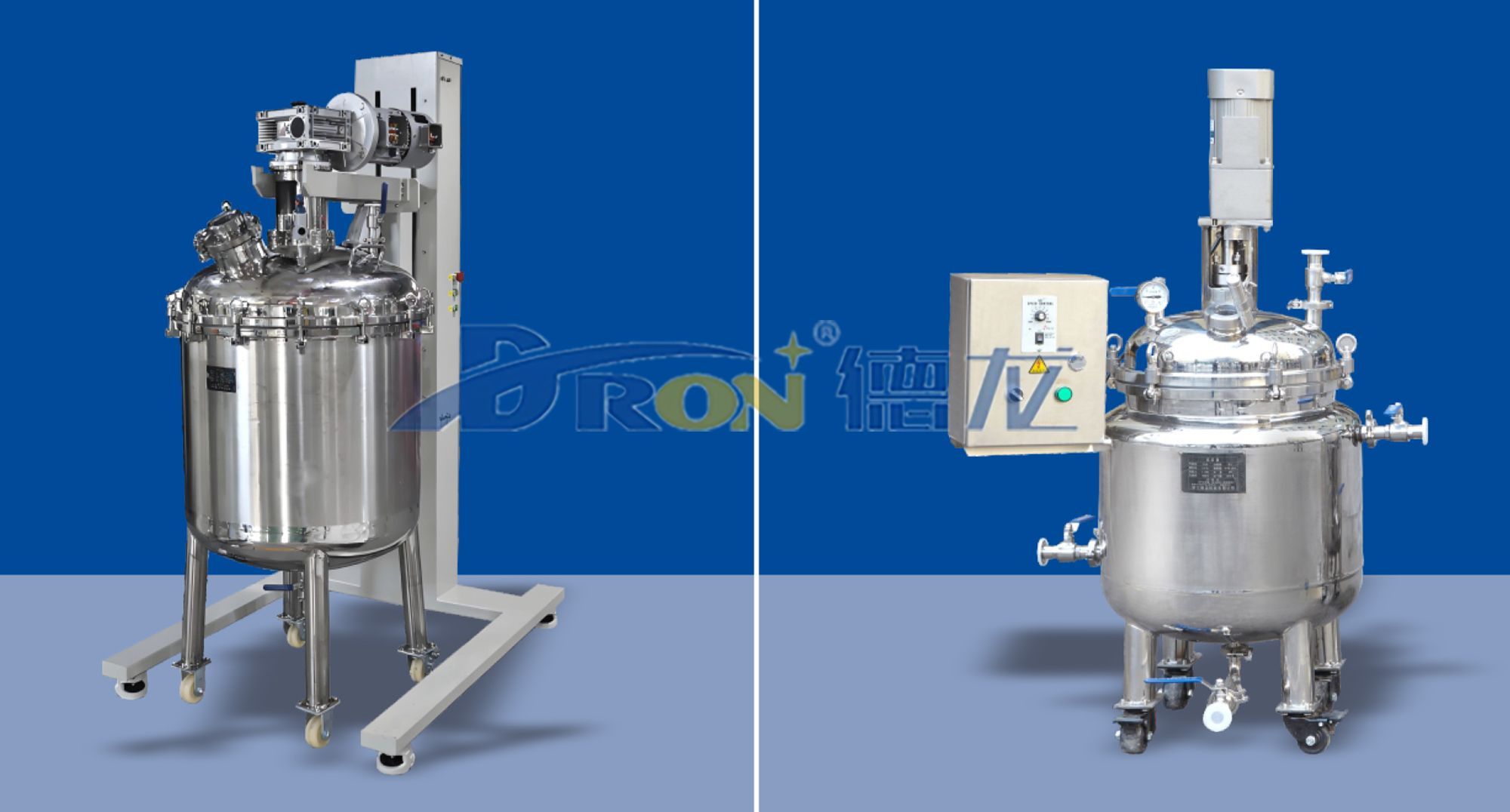
缝隙挤出法是应用较多的种工艺方法,流程图如图1所示。首先是将可食膜原料配比后放入搅拌设备中熔融,并计量出需要制备薄膜的熔融体积,通过流延模头定型,其中包括旋转模头(管膜法)或T型模头(平膜法),由钢带承载定型后的薄膜在烘道内对流干燥,然后由聚冷辊收卷获得成型的薄膜。

图1:工艺流程图
在对于原料挤山的两种工艺方法中,使用平膜法处理的生产速度较快,通常是管膜法的2-3倍,而且生产的薄膜透明性好,光泽度高和厚度均匀。所以在多数生产线中,均采用T型模头的平膜法工艺。在流延机上实现的工艺流程是一种制各薄膜的有效方法,通过这种方法制各的塑料薄膜性能均较好,能满足多方而的要求。
尽管上述工艺方法比较同定,但工艺参数却是根据薄膜的性能不断改变的。其中包括流延机烘道内热风的殴定温度、流体入口及山口风机风速、流延刀温度、薄膜的宽度及厚度、轮毂转速等,这些工艺参数都需要通过多次实践操作或工人的经验拟定,并根据小同的工艺阶段做相应的调整,才能保证薄膜的成型效果。




 浙公网安备 33032402002055号
浙公网安备 33032402002055号
